English
EnglishEmpfohlene Fräsparameter
Die MINImill Fräsmaschinen eignen sich für die Bearbeitung von Holz, Kunststoff und Aluminium. Für die besten Fräsergebnisse empfehlen wir unsere MINImill Fräser und folgende Tipps zur CAM Programmierung.
Die MINImill Fräsmaschinen eignen sich für die Bearbeitung von Holz, Kunststoff und Aluminium. Für die besten Fräsergebnisse empfehlen wir unsere MINImill Fräser und folgende Tipps zur CAM Programmierung.

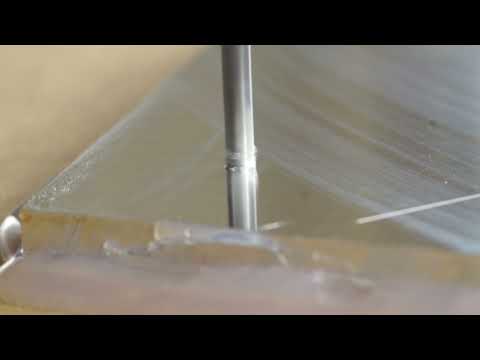
Vollnutfräsen ist ein Fräsprozess bei dem der Fräser mit der gesamten Schneidenbreite im Einsatz ist. Der Fräsprozess wird normalerweise verwendet um Bauteile auszufräsen.
Im Video links ist der Fräsprozess auf der MINImill KIT2 mit der 1000W Frässpindel dargestellt. Im ersten Teil des Videos wird die Vollnut gefräst. Seitlich der Nut bildet sich beim Vollnuten in Aluminium ein leichter Grat an der Oberseite. Weiters bilden sich Riefen entlang der Nutoberfläche.
Im 2. Teil des Videos wird die Kontur zum Erreichen einer optimalen Oberflächengüte nachgeschlichtet. Wir empfehlen zum Nachschlichten ein Aufmaß von 0.1mm beim Ausfräsen und etwa 1/3 der Vorschubgeschwindigkeit beim Schruppen. Wir schlichten normalerweise in einem Zug bei voller Zustellung.
Im Video wurden folgende Fräsparameter verwendet:
Im Video rechts haben wir den Unterschied zwischen dem normalen axialen Eintauchen für das Vollnut bzw. Taschenfräsen und dem Helixtauchen dargestellt.
Im ersten Segment wird mit 1/3 des Vollnut Vorschubes in das Aluminium eingetaucht. Beim axialen Eintauchen schwingt der Fräser kurz auf. Dies reduziert die Schneidenlebensdauer.
Im 2. Teil des Videos ist das Helixtauchen dargestellt. Als Helixparameter sind die volle Nutzustellung bzw auch der volle Nutvorschub lt. Fräserangabe eingestellt. Im Vergleich zum axialen Eintauchen bleibt hierbei die Belastung des Fräsers konstant ohne aufschwingen. Bei Erstellung des Gcodes mit Fusion 360, FreeCAD oder ähnlichen CAM Programmen empfehlen wir diese Operation.
Im Video wurden folgende Fräsparameter verwendet:

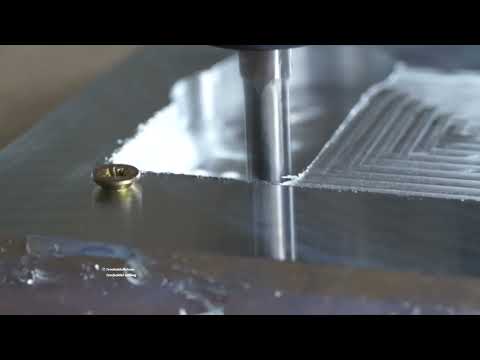
Beim konventionellen Taschenfräsen wird die Taschen Schicht für Schicht mit den Schnittdaten des jeweiligen Fräser gefräst. Die Schneide wird dabei nur bis zur maximalen Zustellung belastet. Im Video beträgt die Zustellung 0.8mm beim konbentionellen Taschenfräsen.
Beim Trochoidalfräsen wird die Tasche mit einer Zustellung von 6mm in Z ausgeräumt – seitlich beträgt die Zustellung im Vergleich zum Vollnutfräsen allerdings nur 0.8mm. Dh. die Gesamtbelastung bzw. das Spanvolumen ist in beiden Fällen ident.
Der größte Unterschied besteht in der Schneidenbelastung. Beim konventionellen Taschenfräsen werden nur 0.8mm der Schneide abgenutzt – während beim Trochoidalfräsen 6mm der Schneide abgenutzt werden. Dadurch erhöht sich die Standzeit des Fräsers. Für Einsteiger bzw. Holz/Kunststoffbearbeitung empfehlen wir dennoch das einfachere Taschenfräsen, da dies weniger Erfahrung benötigt.
Im Video wurden folgende Fräsparameter verwendet:
Für das Bohren oder Vorbohren von Löchern in Aluminium empfehlen wir bei der Mafell FM1000 die Stufe 1 – 1.5 bei etwa 5.000U/min. Wir verwenden gute VHM Bohrer bis zu einem Durchmesser von 6mm. Wobei wir Löcher bis 4.8mm ohne vorbohren bei einem Vorschub von 30mm/min bohren.
Bei tiefen Bohrungen empfehlen wir ein Spanbrechen – dh. ein kurzes Rückziehen während der Bohroperation.